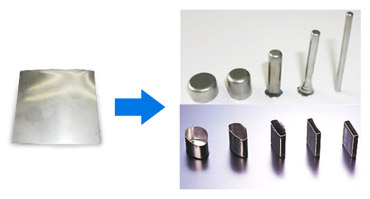
インパクトプレスによる
電池用アルミケース

インパクトプレスとは
- 1型1工程で深い金属加工が可能
- 金属が衝撃圧力により流体の様に変形しパンチに沿って伸びる
- 瞬間に220度ほどの熱を発し高圧力下で変形する
- 残留応力が少ない
- ほぼ均一に加工硬化する
鍛造と同様に金属組織が細かくなり引張強度、硬度が高くなる - アルミや銅など柔らかい金属しか加工できない
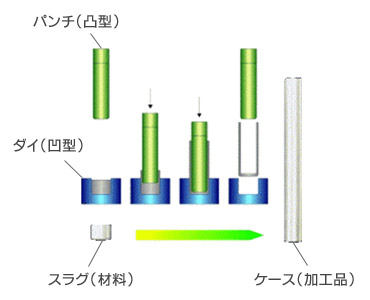
深絞りプレスとは

- 板材を、パンチと呼ばれる凸型とダイス(凹型)の間に挟んでプレスし、複数回に分けて深い形状を得る加工法。側壁の部分に、ダイスの外側の周囲部分から材料が流入しながら深く絞っていくので、板厚の減少をあまり伴わないのが特徴。
深い絞りの場合は10数工程にわけて行う。 - 長方体を作る場合長辺より短辺が厚くなってしまう。
- 残留応力が大きく金属疲労も大きいステンレスの場合時効割れが発生する場合がある。
(時効割れ:加工後10年ほどで突然ヒビや裂けができる)
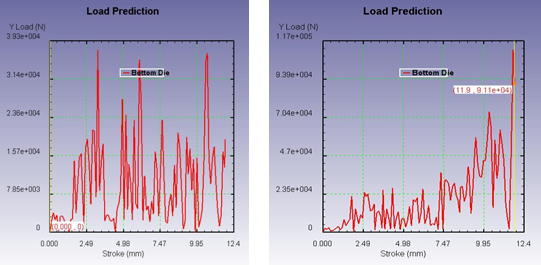
金型形状による肉厚精度の向上
図はパンチ先端形状を変化させるとY方向(パンチの振れ)の応力が変わることを示したグラフである。上グラフから先端形状の一部を変化させると応力の変動が小さくなることが分かる。すなわちパンチのふれが小さくなり肉厚が安定することが示されている。
パンチの先端形状(面取り角の角度と大きさ)だけでは微調整が効かない場合はパンチ先端に流れ制御用マークを付け調整を行う) で肉厚精度を向上させることが可能です。